
Network Rail still have in place the older bullhead rail most of the network, some 20000miles of track, now has flat-bottom rail much of this is B.S.113 but the latest standard rail is the heavier CEN 60 (60kg/mtr) rail.
Ultrasonic Inspection test trains finds defects before they become a problem, introducing new methods and technologies that allow the rail industry to make a step change in broken rail risk.
Network Rail concentrates on the corner of the rail, leaving the top untouched. Two grinding passes using this technique should prevent rolling contract fatigue (gauge corner cracking) and the rails restored to their optimum running profile which if left unchecked can lead to the rail shattering.
Main line grinding and Switch and Crossing grinding is carried out by dedicated grinding trains, such as Loram, Harsco and Speno trains. Rail welding, usually done by Thermite, a fiercely-burning chemical process capable of welding the 158mm height of rails, are evolving by extensive use of electric flash-butt welding. Rectification work and the welding in of a section of new rail is ground using portable hand operated grinding machines such as the MP12 machine.
The main benefit of rail grinding on the 10000 route miles of Network Rail is to shape the rolling contact with the train wheels, thereby increasing the dynamic stability of that contact. This also reduces the track forces as well as removing the cracks which otherwise might spread into the body of the rail. Modern trains impose very heavy longitudinal forces on the track formation when braking.
Grinding is carried out to correct defects such as wheel burns, squats and corrugations that usually form a small dark patch on the top of the rail. Wheel burns happen when a train’s wheel slip as it starts away which heats the railhead. Squats are caused from resonance between the track and the train’s suspension and result in ‘roaring rails’, which increases the noise nuisance.
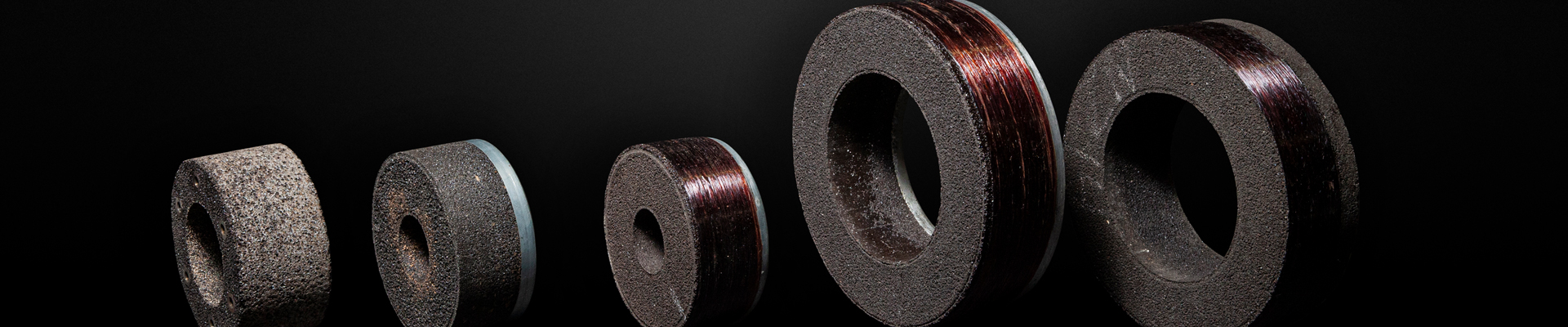
From Phoenix Abrasives the U K’s leading abrasive wheel manufacturer comes a family of grinding wheels.
Classified as a Safety Critical Component, Phoenix grinding wheels are designed, manufactures and tested in accordance with the European Safety Standard E.N.12413 (safety requirements for bonded abrasives) and quality management system (ISO9001 – 2015).

Phoenix manufactures the following products for grinding operations on railway track.
Grinding Wheels sizes commonly used on:
Loram Grinder:
250mm x 76.2mm x 152.4mm hole, Plate Mounted, fibre-glass wrapped
Harsco Grinder:
155mm x 80mm x 5/8” UNC claw back plate, fibre-glass wrapped
280mm x 30mm x 25.4mm mounted on aluminium backing plate.
260mm x 76.2/82.5/88.9mm x 152.4mm
Speno Grinder:
250mm x 75mm x 150mm, fibre-glass wrapped
Grinding Wheel size: 150mm x 65mm/80mm x 80mm hole, with 6 x M8 nuts on 115mm PCD
Grinding Wheel size: 150mm x 75mm x 38.1mm hole with ?” UNC nut
Grinding Wheel size: 254mm x 40mm x 76.2mm hole, recessed both sides 170mm x 10mm.
Flap Disc glass fibre backed zirconium grit 180mm dia x 22mm hole, 80grit
Wheel size: 356mm x 4mm x 25.4mm hole, Speed rated 100mtrs/second
Phoenix grinding wheels are designed, manufactured and tested in accordance with the European Safety Standard E.N.12413.
Link-up member: I.D. 20683
Phoenix is fully compliant with the Quality Management System B.S. E.N.ISO 9001-2015
125mm x 65mm x M20 to fit Robel machine type 13.47
260mmx 25mm x 120mm hole to fit Robel machine type 13.61
150mm x 55mm x M20 to fit Geismar machine
100mm x 110mm x M20 to fit Autech machine